BAB
I
PENDAHULUAN
Latar Belakang
Seperti
yang biasa didengar mesin merupakan alat yang membantu manusia untuk mempermudah
pekerjaannya. Dalam pembahasan makalah ini berbicara tetntang mesin skrap. Apa
itu mesin sekrap? Mesin sekrap dapat juga disebut mesin ketap atau serut merupakan
mesin yang dapat mengerjakan bidang-bidang rata, cekung maupun cembung pada
posisi mendatar maupun miring (Widarto dkk, 2008: 268). Mesin sekrap berbeda dengan
mesin-mesin yang lain dengang mesin frais tetapi prinsip kerjanya hampir sama.
Mesin skrap memiliki beberapa jenis yaitu sekrap vertikal, holizontal dan
planner.
Mesin
skrap hanya bisa mengerjakan bidang rata saja, karena mekanismenya dirancang
utuk mengerjakan bidang rata. Gerakannya maju—mundur untuk jenis vertikal.
Mesin sekrap dapat mengerjakan bentuk-bentuk alur yang dikehendaki seperti
alur-v, alur u, alur ekor burung bahkan bentuk yang bergelombang. Bentuk-bentuk
tersebut disesuaikan profil pahat yang digunakan. Dalam pengoprasian mesin
tersebut diperlukan standap oprasional prosedur agar terhindar dari kecelakaan
kerja serta kerusakan pada mesin.
Bermacam-macam
benda kerja yang bisa dikerjakan oleh mesin skrap dengan ketentuan pengerjaan
rata, salah satunya yaitu aksesoris ada mesin frais yaitu Blok-V. Apa itu
Blok-V? Blok-V merupakan alat yang digunakan untuk membantu memegang benda
berbentuk silindris (Widarto dkk, 2008: 204). Blok-V (lihat lampiran 1) dapat
dapat dibuat dengan mesin sekrap dengan menggunakan jenis pahat yang mendukung
untuk pembuatan blok-v tersebut. Dalam pembuatan blok-v memerlukan
proses-proses yang bertahap untuk membentuk benda kerja tersebut. Dalam
pembentukannya diperlukan ketelitian untuk mengerjakannya. Jika terdapat
kesalahan ukuran atau benda tersebut tidak senter terhadap sayatan pahat dapat
diketahui bahwa hasilnya tidak maksimal. Ketidak senteran hasil pengerjaan
benda kerja jika digunakan sebagai alat bantu pemegang benda silindris, maka
hasilnya juga tidak senter/presisi benda silindris tersebut. Untuk mencegah hal
tersebut terjadi diperlukan pengecekan mesin, alat ukur yang diguakan serta
hal-hal yang mendukung untuk pengerjaan blok-v tersebut.
Rumusan
Masalah
1.
Apasajakah standar pengoprasian mesin skrap?
2.
Apasajakah alat-alat pendukung pembuatan blok-v menggunakan
mesin skrap?
3.
Bagaimanakah proses pembuatan blok-v menggunakan mesin skrap?
Tujuan
1.
Agar mahasiswa mengetahui pengoprasian serta pemanfaatan
mesin skrap sebagai alat produksi
2.
Mendeskrip standar pengoprasian mesin skrap
3.
Mendeskrip alat-alat pendukung pembuatan blok-v menggunakan
mesin skrap
4.
Mendeskripsikan proses pembuatan blok-v menggunakan mesin
skrap.
BAB II
PEMBAHASAN
Standar
Pengoprasian Mesin Skrap
Dalam
sebuah pengoprasian sebuah mesin diperlukan standar-standar yang diperlukan
untuk mencegah terjadi kesalahan bahkan lebih dari itu bisa terjadi kecelakaan
kerja. Standar dalam pembahasan makalah ini yaitu standar pengoprasian dalam
menggunakan mesin sekrap. Mesin sekrap merupakan mesin ketap atau serut
merupakan mesin yang dapat mengerjakan bidang-bidang rata, cekung maupun
cembung pada posisi mendatar maupun miring. Standar pengoprasiannya sebagai
berukut:
- Gunakan APD yang sesuai dengan
penggunaan mesin sekrap
- Pastikan tidak ada benda di atas mesin
maupun didepan eretan pahat sehingga menghalangi gerakan mesin
- Pastikan mesin sudah terhubung
dengan arus listrik
- Pada tombol emergensi posisikan
pada posisi bebas
- Selanjutnya tekan tombol saklar on atau tuas saklar on pada mesin
- Untuk mematikan tekan tombol saklar
off atau tuas saklar off pada mesin
- Bersihkan mesin setelah digunakan.
Alat-alat
Pendukung Pembuatan Blok-V Menggunakan Mesin Skrap
Mesin
sekrap pada umumnya dapat mengerjakan dengan pengerjaan rata. Untuk pengerjaan
bentuk profil seperti; bentuk lengkung atau radius, alur, alur-v, alur ekor
burung, diperlukan bentuk pahat yang sesuai dengan pengerjaan bentuk atau alur
yang diharapkan. Sama juga hal-nya dengan dengan pembuatan blok-v yang
menggunakan mesin sekrap diperlukan alat-alat yang mendukung untuk pembuatan
blok-v tersebut. Berikut ini adalah alat-alat pendukung pembuatan blok-v:
- APD sesuai dengan penggunaan mesin sekrap
Alat Pelindung Diri (APD) merupakan hal yang wajib
diperhatikan, karena itu merupakan alat keselamatan kerja untuk mencegah
terjadinya kecelakaan kerja. Contoh APD yang diperlukan yaitu; kaca mata,
penutup telinga, sepatu safety, baju kerja, appron, masker.
- Mesin Sekrap Horizontal
Dipembahasan ini yang digunakan adalah mesin sekrap
horizontal dapat mengerjakan benda-benda yang rata seperti contoh dalam hal ini
yaitu pembuatan blok-v. Mesin sekrap dapat diatur langkah pemakanannya sesuai
kebutuhanm dengan cara mengatur tuas yang tersedia di mesin tersebut.
- Alat Ukur
Proses pemesinan tidak luput dengan alat ukur. Pada pembuatan
v-blok alat ukur yang digunakan antara lain yaitu; jangka sorong dan high gauge.
Sebagai alat ukur high gauge bisa untuk menggores benda kerja. Pada ujung high
gauge terdapat baja keras yang fungsinya untuk mengores atau menggambar di
permukaan benda kerja sebagai batasan untuk proses pemakanan pada mesin sekrap.
- Kunci-Kunci Pendukung Pengoprasian Mesin Sekrap
Penggunaan kunci pada mesin sekrap sangatlah diperlukan untuk
membuka baut atau mur yang terdapat pada mesin sekrap. Sebagai contoh untuk membuka
dan mengikat pahat pada eretan pahat.
- Pahat HSS, Pahat Kasar dan Finising
Pahat dalam pembuatan blok-v diperlukan untuk penyayatan
benda kerja serta membentuk benda kerja tersebut sesuai dengan keinginan. Pahat yang diperlukan yaitu pahat kasar untuk
pemakanan kasar dan pahat finising untuk proses finising.
- Ragum
Dalam pengerjaan di mesin sekrap untuk memegang, menjepit
atau mencekam benda kerja diperlukan ragum. Jenis-jenis ragu sangat bervariasi
sesuai kebutuhan.
- Palu Karet
Palu karet sebagai alat bantu untuk memposisikan benda kerja
dalam posisi senter yaitu dengan cara mengketuk-ketuk benda kerja. Palu karet
yaitu palu dari bahan karet sehingga jika diketukkan tidak merusak benda kerja
- Benda Kerja Baja ST 37 dengan Dimensi 17x17x20cm
Blok-v memerlukan material baja st37, sehingga lebih kuat
untuk menjepit bendakerja dan lebih ringan untuk dikerjakan di mesin sekrap
dengan menggunakan pahat HSS. Spesifikasi yang digunakan yaitu dengan dimensi
17x17x20cm dan 900 untuk sudut V.
- Cairan Pendingin (Minyak Dromus)
Cairan
pendingin atau minyak dromus dalam proses pemesinan berperan untuk mendinginkan
benda kerja dan untuk menghindari pahat cepat aus akibat terlalu panas menyayat
benda kerja. Prosses finising juga dianjurkan untuk menggunakan minyak dromus,
karena untuk memperoleh hasil yang halus pada permukaan benda kerja.
Proses
Pembuatan Blok-V Menggunakan Mesin Skrap Horizontal
Pembuatan blok-v menggunakan mesin skrap
membutuhkan langkah-langkah yang berurutan untuk memperoleh hasil yang
diinginkan. Proses pembuatan diawali menyetel mesin sampai proses pemakanan
benda kerja berikut ini adalah proses atau langkah-langkah pembuatan blok-v:
- Gunakan APD yang sesuai dengan
pengerjaan mesin sekrap
- Pastikan mesin sekrap layak
digunakan
- Siapkan alat-alat dan material yang
mendukung untuk proses pengerjaan blok-v dengan menggunakan mesin sekrap
- Proses menggores (menggambar) benda
kerja dengan high gauge
- Siapkan benda kerja dengan ukuran 17x17cm dengan
panjang 20cm
- Pastikan benda kerja sudah rata semua dan siap diproses
- Lihat gambar kerja (lihat lampiran 2)
- Siapkan high gauge sebagai penggores permukaan benda
kerja, selain high gauge bisa juga m/enggunakan penggores
- Goreskan ujung high gauge atau penggores pada benda
kerja, sehingga membentuk gambar blok-v (lihat lampiran 3)
- Pemasangan benda kerja pada ragum
untuk pengerjaan bentuk alur-v
- Pastikan benda sudah digores atau digambar sesuai
dengan benda kerja
- Siapkan ragum dan pasangkan pada meja mesin sekrap,
pastikan ragum terikat dengan kuat
- Pastikan posisi ragum pada meja mesin bisa dijangkau
oleh pahat
- Pasangkan benda kerja pada pada ragum
- Jangan memasang benda kerja terlalu dalam yang
berakibat goresan atau gambar bentuk alur-v teralang oleh ragum
- Pastikan benda kerja tidak miring saat dipasangkan
pada ragum dan pastikan benda kerja terjepit dengan kuat pada ragum
- Pasangkan pahat pada tool post di
eretan pahat mesin sekrap (lihat lampiran 4), bila perlu gunakan holder
pahat untuk mesin sekrap
- Pastikan pahat yang terpasang tidak
terlalu panjang yang mengakibatkan pahat cepat patah dan juga tidak
terlalu pendek
- Proses pengerjaan bentu alur-v
(pengerjaan kasar)
- Pastikan semua perintah yang sebelumnya sudah
disisapkan
- Alat potong atau pahat sudah terasah dan semua alat
yang digunakan siap digunakan
- Posisikan pahat pada permukaan benda kerja dan
posisiskan skala nonius posisi nol (0) pada eretan pahat
- Untuk memposisikan pahat pada permukaan benda kerja,
pengaturan dilakukan pada tuas panjang langkah dan eretan pahat (lihat
lampiran 5)
- Mundurkan badan mesin dengan meggeser tuas posisi
pahat, posisi nol (0) pada pahat tidak berubah
- Makankan benda kerja pada pahat dengan memutar
eretan meja sehingga meja akan naik 1—3 mm untuk melakukan pemakanan
- Jika perintah diatas sudah dilakukan,bebaskan tomol hidupkan mesin untuk pembuatan alur-v,
maka benda kerja akan tersayat mengikuti gerak mesin maju—mundur,
- Makankan bendakerja mengikuti batasan garis yang
sugah tergores, sehingga akan terbentuk alur-v bentuk kasar (lihat
lampiran 6)
- Jika diperlukan gunakan gerak otomatis pada tuas
otomatis lihat lampiran 7). Jangan lupa menggunakan pendingi atau minyak
dromus agar pahat tidak cepat tumpul.
- Matikan mesin dan amankan dengan menekan tombol
emergensi jika selesai mengerjakan
- Proses pengerjaan bentu alur-v
(pengerjaan finising)
- Biarkan benda kerja pada ragum setelah melakukan
penyayatan kasar
- Jauhkan pahat dari benda kerja dengan memutar eretan
pahat
- Lepaskan pahat kasar dan ganti dengan pahat
finising, jangan memasang pahat terlalu panjang dan juga terlalu pendek,
bila perlu gunakan holder pahat mesin sekrap
- Pastikan pahat terikat dengan kuat pada eretan pahat
- Miringkan eretan pahat sebesar 450 ke
arah kanan dengan cara mengendorkan kunci yang melekat pada eretan pahat,
kencangkan kembali jika sudah dimiringkan (lihat lampiran 8)
- Atur langkah pahat untuk memposisikan pahat
bersentuhan dengan benda kerja dan set nol (0) pada skala nonius eretan
pahat jika sudah bersentuhan
- Jika suda pada posisi nol (0) jauhkan kembali pahat
pada benda kerja tetap pada posisi nol (0)
- Sayatkan benda kerja dengan memutar eretan
pahat sebesar 1—2 mm
- Bebaskan tombol emergensi dan hipkan mesin maka
benda kerja akan tersayat
- Penyayatan dibatasi oleh garis yang sudah tergores
atau tergambar pada benda kerja sehingga akan memudahkan proses
penyayatan
- Gunakan kombinasi eretan meja dan eretan pahat untuk
pemakanan miring
- Jika sudah selesai gunakan cara yang sama untuk
melakukan penyayatan sisi sudut kiri, dan hasilnya seperti ini
(lihat
lampiran 9)
- Matikan mesin dan tekan tombo emergensi jika sudah
melakukan pengerjaan
- Pemasangan benda kerja pada ragum
untuk pengerjaan bentuk alur-u
- Lepaskan benda kerja yang sudah melalui proses
pembuatan alur-v
- Pastikan benda sudah digores atau digambar sesuai
dengan gambar kerja
- Pasangkan benda kerja pada pada ragum
- Jangan memasang benda kerja terlalu dalam yang
berakibat goresan atau gambar bentuk alur-u teralang oleh ragum
- Pastikan benda kerja tidak miring saat dipasangkan
pada ragum dan pastikan benda kerja terjepit dengan kuat pada ragum
- Proses pengerjaan bentu alur-u
(pengerjaan kasar)
- Lepaskan pahat finising dan ganti dengan pahat kasar,
pemasangan jangan terlalu panjang dan pendek, pastikan sudah terikat
dengan kuat
- Posisikan pahat menyentuh benda kerja dan set nol
(0) pada skala nonius eretan pahat
- Jauhkan pahat dari benda kerja, dan sayatkan pahat
ke benda kerja 1—3mm dengan cara memutar eretan pahat, bisa juga dengan
menggunakan eretan meja naik— turun
- Bebaskan tombol emergensi dan hidupkan mesin, maka benda akan
tersayat
- Sayatkan benda kerja dengan menggeser secara perlahan
eretan lintang meja mesin atau dengan menggunakan tuas otomatis gerak
meja
- Gunakan batasan garis atau goresan yang telah dibuat
untuk memudahkan proses penyayatan
- Proses penyayatan gunakan minyak pendingin atau
minyak dromus agar pahat tidak cepat tumpul
- Sisakan 1—2 mm sebelum mencapai garis batas untuk
proses finishing
- Lakukan cara yang sama untuk membuat alur–u pada
sisi yang sudah dibuat sehingga menjadi seperti ini (lihat lampiran 10)
- Jika selesai matikan mesin dan tekan tombol
emergensi
Hasil Akhir
Pembuatan
Hasil akhir pembuatan dalam pembuatan
blok-v lakukan pembersiahan serpih-serpih yang masih menempel pada benda kerja
dengan menggunakan kikir, agar sisi-sisi benda kerja tidak tajam. Untuk
penggunaan mesin sekrap jika suda digunakan bersihkan mesin dari beram-beram
yang masih menempel pada mesin. Jangan lupa memberikan lapisan minyak pada
bagian mesin yang layak dilapisi minyak.
BAB III
PENUTUP
Kesimpulan
Mesin
sekrap merupakan mesin yang dapat mengerjakan bidang-bidang rata. Mesin sekrap
dapat mengerjakan benda yang namanya blok-v yang digunakan sebagai alat bantu
memegang benda kerja berbentuk silindris. Blok-v biasa digunakan pada mesin
frais. Dalam pembuatan blok-v digunakan beberapa alat pendukung pembuatan
blok-v seperti: alat ukur, pahat, mesin sekrap dan yang lainnya. Pembuatan
blok-v dapat memerlukan cara khusus untuk membentuk alur-v pada blok-v yaitu
dengan memiringkan eretan pahat sebesar 450 sisi kanan dan 450
sisi kiri sehingga alur blok-v membentuk sudut 900.
Saran
Penggunaan mesin sekrap gunakan Alat Pelindung
Diri (APD) yang sesuai dengan peggunaan mesin sekrap. Pemasangan pahat pada
mesin sekrap sebaiknya menggunakan holder tambahan supaya jangkauan pahat dan
benda kerja lebih dalam untuk melakukan penyayatan serta menghindari pahat
cepat patah akibat terlalu panjang pemasangannya. Dalam penggunaan mesin sekrap
pastikan jika selesai menggunakan bersihkan mesin dari serpihan sayatan yang
masih terdapat pada mesin. Laspisi minyak pada bagian-bagian mesin yang layak
dilapisi minyak agar mesin tahan lama.
Daftar Rujukan
Widarto dkk. 2008. Teknik
Pemesinan (volume 1). Jakarta: Direktorat Pembinaan Sekolah Menengah
Kejuruan.
Widarto dkk. 2008. Teknik
Pemesinan (volume 2). Jakarta: Direktorat Pembinaan Sekolah Menengah
Kejuruan.
Lampiran 1
BLOK-V

Lampiran 2

Lampiran 3

Lampiran 4

Sumber gambar: (Widarto
dkk. 2008: 275)
Lampiran 5

Sumber gambar: (Widarto
dkk. 2008: 276)
Lampiran 6
Pemakanan kasar alur-v

Lampiran 7
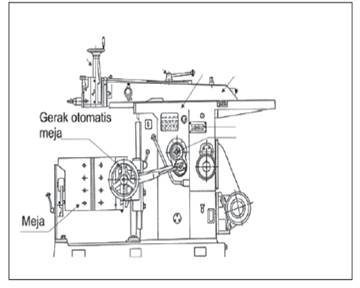
Sumber gambar: (Widarto
dkk. 2008: 270)
Lampiran 8
|

Sumber gambar: (Widarto
dkk. 2008: 276)
Lampiran 9

Lampiran 10
|

Sumber gambar: (Widarto
dkk. 2008: 276)
Tidak ada komentar:
Posting Komentar